

Description
Ethanol Plant:
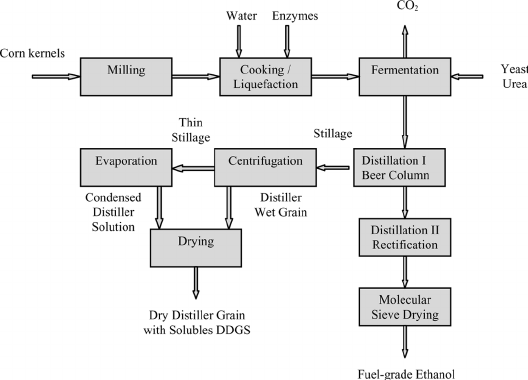
Process Description:
Liquefaction Section:
In liquefaction process, starch is hydrolysed to dextrin. The Liquefaction is carried out in Single
stage Liquefaction Tank. Feedstock Flour is transferred to Premasher and mixed with Recycle Streams
and liquefying enzyme. Slurry from Premasher is taken to Liquefaction tank where temperature is
maintained by means of steam. Necessary retention time is maintained in the Liquefaction Tank.
Slurry pH is maintained by supplying dilute caustic solution. Contents in Slurry Tank are kept in
suspension by Agitation. The Liquefied Slurry is then cooled in Slurry Cooler using cooling water
supply and transferred to Pre-fermentation and Fermentation section.
Saccharification & Fermentation Yeast Activation:
Yeast seed material is prepared in Pre fermenter by inoculating sterilized mash with yeast. Optimum
temperature is maintained by circulating cooling water. The contents of the Pre fermenter are then
transferred to Fermenter The purpose of Fermentation is to convert the fermentable substrate into
alcohol. To prepare the mash for Fermentation, it is diluted with water. Yeast is added in
sufficient quantity to complete Fermentation to produce alcohol. At the start of the cycle, the
Fermenter is charged with mash and contents of the Pre fermenter. Significant heat release takes
place during Fermentation. This is removed by passing the mash through heat exchangers to maintain an optimum temperature. The recirculating pumps also serve to empty the Fermenters into Beer Well. CO2 can then be taken to CO2 vent line where it is vented out. After emptying of Fermenter, it is cleaned with CIP using cleaning nozzles. After CIP, Fermenter is ready for next batch to be filled.
Fermentation Section:
The Fermentation process is engineered to operate in batch mode depending upon the quality of raw material. The purpose of Fermentation is to convert the fermentable sugars into alcohol. During Fermentation, sugars are broken down into alcohol and carbon-dioxide. Significant heat release takes place during Fermentation. The fermenter temperature is maintained at around 32 – 34oC by forced recirculation flow through plate heat exchangers. We have given a provision for spent wash recycled to Fermentation depending on solids concentration in fermented wash.
Multicolumn Distillation Section:
The Distillation system is designed for premium quality Rectified Spirit alcohol. The system details are as below:
Pre-heated fermented wash will be fed to Degasser column. Fermented wash is stripped off alcohol by ascending vapors in Analyser column. Rectifier vapors provide energy to Analyser column through reboiler. Vapors of Degasser column are condensed and taken to Recovery Feed Tank. The condensed Analyser vapors are taken to Rectifier Column. Analyser Condensate is concentrated in Rectifier column, which operates under pressure. From top of Rectifier column 96% v/v Rectified spirit achieved.
A Technical Alcohol cut of about 3 -4 % of total spirit is taken from the Rectifier column. Rectifier Column operates under pressure and condensing steam provides energy to this column through a vertical Thermosyphon reboiler. Technical Alcohol cut is taken out from the top of this column while ENA draw is taken out from appropriate upper trays. Fusel Oil build up is avoided by taking fusel oil draws from appropriate trays.
MSDH:
High life and high efficiency Pervaporation membranes used for ethanol concentration/dehydration from 94% to 99.9 %. We provide two beds with sequence of valve operation to ensure regeneration of sieve and no slippage.
Decantation & Thin Slops Recycle Section:
Decantation section comprises of a Centrifuge Decanter for separation of suspended solids from Spent Wash coming out of Grain Distillation Plant. Wet cake has 30-32% w/w solids as removed from bottom of Decanter which can be sold directly in wet form as cattle feed (DWG). Thin slops coming out of Decanter are collected in a tank and partly recycled into the process & further for Membrane distillation for concentration up to 35-40% w/w solids. The concentrated thin slops called as Syrup is mixed with Wet cake and sold in wet form as cattle feed (DWGS) or the entire mixture can be dried in a DDGS Dryer and then sold in dry form as Cattle feed (DDGS).
Integrated Evaporation system:
It designed with a aim to reduce effluent quantity to increase solid concentration in stream and ultimately stepping towards achievement of Zero Liquid Discharge. ChemDist offers various combinations of Falling Film and Forced Circulation Evaporation Plants. The flexibility of integrating our Evaporation Plants with Distillation and Dryers to save on steam consumption is the hall mark of our modern designs. The Evaporation plants are specifically designed to handle molasses raw spent wash, bio-methanated spent wash and grain thin slop to achieve desired solid concentration with clear process condensate without any entrainment and longer cycle time. Flexible options for energy integration with distillation plant and dryer, low downtime of plants, achievement of practical ZLD are distinctive features of this technology.
Drying Section:
The concentrated slurry from Evaporation system and wet cake from Decantation system is fed to DDGS Dryer where it is dried which then can be sold as cattle feed. The water evaporated in dryer is condensed and can be reused.